梯形丝杠的结构简单、不复杂,主要是由螺杆和螺母组成,安装简单方便,但精度要求达不到。而滚珠丝杠则是由螺杆、螺母、钢球、预压片、反向器、防尘器组成,结构复杂,安装要求高,但精度高,并已逐渐替代梯形丝杠的使用。
梯形丝杠螺母的精密配合主要有三点:
1、丝杠螺母的选材:45钢丝杠和40Cr钢丝杠调质的热处理工艺,调质是淬火加高温回火的双重热处理,其目的是使工件具有良好的综合机械性能。调质钢丝杠有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格。梯形丝杠原材料是通过模具拉光到所需要的中径尺寸,二次冷拉形成表面硬度(0.5毫米深)达(18°-21°)。梯形丝杠是通过来执行标准。
2、丝杠和螺母的公差配合,YF45Mnv钢是85Kgf/mm(785N/mm)强度级别的一切削非调质钢,其抗拉强度,疲劳性能,耐磨性能均优于传统常用的45调质钢及40Cr钢。选用YF45Mnv钢,也可选用45#调质钢及40Cr钢。
螺母材质选用,螺母材质传统选用:锡青铜6-6-3及锡锌青铜5-5-5。选用铝锡青铜ZCUA110Fe3,HRS~1000,摩擦系数小,无杂音,转动灵活。
3、丝杠螺母的润滑:建议对梯型丝杠采用油润滑,特别是油池润滑或滴油润滑法更有效。油池润滑是较适当的方法,因为这种方法可以满足苛刻的条件,例如高速、重负荷或外部热传递,并且使梯型丝杠冷却。滴油润滑适合于中低速度和中轻负荷的情况。请根据条件选择润滑油。
梯形丝杠螺母是要求螺纹在运动中作精确移动的关键部件,主要采用优质合金钢材加工,经过热处理加工,保证其优良的机械性能,在制造过程中,粗精工序分开,有效保证零部件的应力合理分布,关键工序在恒温车间加工,稳定的温度,保证高精度丝杠的全部指标符合国标JB/T2886-1992机床梯形螺纹丝杠、螺母技术条件有关验收标准。
梯形丝杠精度等级及验收技术标准:L标识左旋丝杠,右旋丝杠一般不标注。7级丝杠:用于精确的传动,精密丝杠车床,外元磨床,平面磨床的进给运动等;8级丝杠:一般传动,普通车床及螺纹铣床;
主要设备:粗加工:数控车床1M,2M,3M。普通车床:1M—8M车床等。半精加工:数控旋风铣车床。精加工:1M,2M,3M,4M,5M,8M精密滚珠丝杠车床,恒温加工,校正尺补偿保证6级,7级,8级,9级不同丝杠加工精度。

正反丝杆 左右螺旋丝杆 大导程丝杆 梯形黄铜螺母加工厂家

丝杆加工工艺 细长丝杆加工方法 多头丝杆价格 梯形丝杆报价
丝杆与螺杆有什么区别呢?
丝杆的正名叫丝杠,而不是丝杆,因为大多用于传递动力,所以多为梯形螺纹。螺杆大多用于紧固和连接,也有用于传递小的动力场合,所以多为三角形螺纹,即普通螺纹。
滚珠丝杆螺母副是把由进给电动机带动的旋转运动,转化为刀架或丁作台的直线运动。上海曼鲁丝杆可以的,在丝杠和螺母上加工有弧形螺旋槽,当它们套装在一起时形成螺旋滚道,并在滚道内装上滚珠。
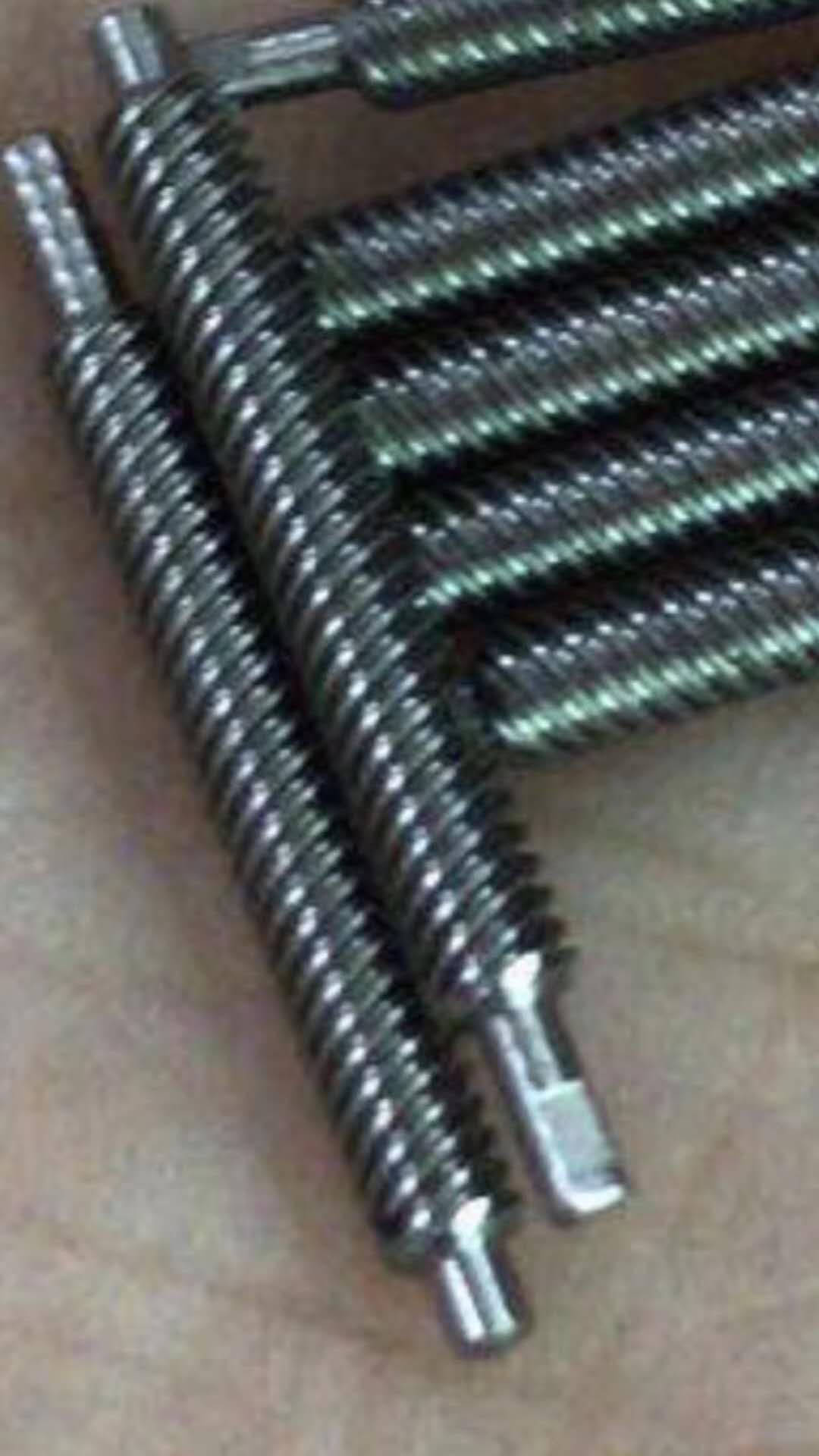
相比单头滚珠丝杠,多头丝杠的传动效率更高,且传动扭矩小,可实现快速传动或定位。由于多头丝杠的螺旋升角较大,所以其更容易滑动,丝杠和螺母间的旋合摩擦力较小,不能自锁。你可以去上海曼鲁问一下~
滚道凹槽为两头或两头以上的螺旋槽组合而成。采用多头螺旋槽组合而成,从而能在保证传动功率的前提下增大螺旋升角,提高传动的位移速度,满足需要低转速大位移量的传动场合。相比单头滚珠丝杠,多头丝杠的传动效率更高,且传动扭矩小,可实现快速传动或定位。

厂家定制 手机镜头升降丝杆 水田精密五金定制加工 准时交付

多头螺纹丝杠 多头丝杆 直径3MM 4个头 导程4多头细小丝杆 石岩数控车床加工

问:丝杆导程接近的,头数不一样,会有什么影响呢?丝杆头数是越多越好吗?
答:多头丝杠的传动效率更高,且传动扭矩小,可实现快速传动或定位。由于多头丝杠的螺旋升角较大,所以其更容易滑动,丝杠和螺母间的旋合摩擦力较小,具体还是需要根据产品而设定。
-/gjjebd/-
http://www.szruixinwj.com