CD纹外表处理工艺的加工并不简单
其实CD纹外表处理工艺的加工并没有看起来那么简单,作为外观处理工艺上积累了大量的经验的瑞鑫五金、今天就来给大家解释一下为什么这么说
1.高精密的CD纹机在长期开发CD纹的过程中,根据实践中积聚的经验生产出高精密CD纹机,该机对加工各种五金,铝片、铜片、钢片、手机壳、数码相机壳、MP3壳、铭牌等外表处理,车CD纹,车内外圆圈,镜头盖,回转体零件的高光倒角。具有完美的加工能力。
2.科学的产品加工治具。专业的从事治具开发多年的工程师,他们会根据产品的不同形状,从切削、动平衡、材质、热效应等角度,科学的设计出适合产品CD纹加工的治具以保证产品加工的合格率,和优良的CD纹加工成效。
3.熟练工艺的操作人员。在对产品举行CD纹外表工艺处理之前会充分的研究产品材质,确定工艺,制作工艺作业书,以保证CD纹外表处理工艺的质量稳定。
4.挑选合理的加工刀具。挑选合理的加工刀具对CD纹外表处理工艺,具有万分首要的意义,如:刀具不利,会建立毛刺。刀具的角度不对,也会直接涉及到产品CD纹的外表处理成效。
5.正确的冷却规划。我们在做产品外表CD纹处理时,即使我们的冷却规划错了,就算是我们的纹路间距,刀具等参数选对了。我们CD纹也不会达到理想的成效。因此正确的冷却规划对CD纹外表处理工艺有着致关首要的作用。
以上五点可以看出高精密的CD纹外表处理工艺的加工并不是那么简单。对五金产品外表做CD纹处理也不是普通工人就能做好的,更不是任意一台机器就可以加工出来。看来CD纹外表处理工艺还是有相当多的技术含量。
家电产品面板上的触摸按键都是怎么加工的
看你需要的那种类型的触摸按键了,有薄膜按键,其中分为FPC膜、PET膜、ITO膜、还有弹簧按键等等,如果你需要ITO、或者PET触摸按键的话,可以找我们,我们可以提供一套解决方案。
非标精密CNC加工数控车件CD纹铝按键开关来图来样加工
特点:
1、综合性能较好,冲击强度较高,化学稳定性,电性能良好.
2、与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理.
3、有高抗冲、高耐热、阻燃、增强、透明等级别。
4、流动性比HIPS差一点,比PMMA、PC等好,柔韧性好。
ABS工程塑料的缺点:热变形温度较低,可燃,耐候性较差。
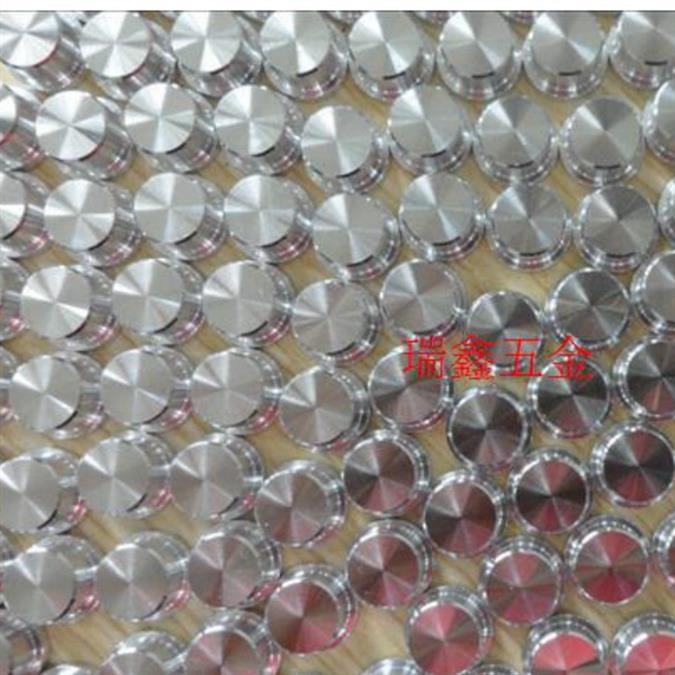
不锈钢按键 CD纹旋钮CD纹加工
瑞鑫数控车床加工是一种精密五金零件的高科技加工方式。可加工各种类型的材质,有316、304不锈钢、碳钢、合金钢、合金铝、锌合金、钛合金、铜、铁、塑胶、亚克力、POM、UHWM等原材料,可加工成方、圆组合的复杂结构的零件。
瑞鑫五金制品厂成立于2008年初,工厂位于交通便利的广东省深圳市龙华镇,地理位置得天独厚,工厂设备有精密走芯数控自动车床仪表车床,,二次加工设备(铣边,滚面,割,收口)等设备;并配备有满足检验要求的数显投影仪,高度计,盐雾测试机,研磨抛光机,硬度计等高精度检测仪器。公司产品精度保持性高,加工的产品广泛用于通讯、制冷、光学仪器、家电、航空航天、汽车、摩托车、电子、特种电机、钟表业等行业连接器类用金属轴类车件等各种精密五金轴件.连接件的全自动高精密车件!
自动车床:切削直径可以0.25mm-15.0mm以内,较大切削长度可达80mm
走芯数控:切削直径可以3mm-45mm以内,较大切削长度可达230mm
仪表车床:切削直径可以0.25mm-8mm以内,较大切削长度可达50mm
加工材质:不锈钢、铜、铁、铝
加工范围:Φ0.25MM—Φ45MM
加工长度:较长230MM
加工精度:0.01MM
包装方式:常规包装
交货日期:7天
问:丝杆导程接近的,头数不一样,会有什么影响呢?丝杆头数是越多越好吗?
答:多头丝杠的传动效率更高,且传动扭矩小,可实现快速传动或定位。由于多头丝杠的螺旋升角较大,所以其更容易滑动,丝杠和螺母间的旋合摩擦力较小,具体还是需要根据产品而设定。
-/gjjebd/-
http://www.szruixinwj.com










